
A bad defect can travel fast. In the 2000s and early 2010s, Takata airbags were linked to injuries because faulty inflators could rupture. When that kind of problem hits, companies don’t just lose money. They lose trust, too.
Most teams use a mix of methods to prevent defects from reaching customers. That matters because the cost of defects often lands in the low single digits of revenue each year (through rework, scrap, returns, and recalls). And even with strong processes, recalls still happen. In 2025, US recalls reached 3,295 events, affecting 858 million defective units.
So how do companies check for defects in products without stopping the whole line? They start with manual inspections, add automated vision and sensing, use testing to catch hidden failures, and then apply AI to spot what eyes miss. After that, they track quality with standards and metrics, pushing toward zero defects as a measurable goal in 2026.
Manual Inspections: The Hands-On Way Workers Spot Flaws First
Manual inspection is where quality work often begins. Trained workers look for visible issues like scratches, cracks, wrong sizes, contamination, and broken seals. They also check packaging and labels, because a perfect product in the wrong box still creates a defect.
The big advantage is flexibility. If a product changes, people can adapt quickly. They can also catch defects that don’t fit neatly into a sensor setup. Think of it like using your eyes to spot a problem in a kitchen, before you even pull out the tools.
Still, manual checks have limits. People get tired, and tiny flaws can slip through. Industry sources often describe high false-alarm rates for manual inspection, sometimes up to 50%, depending on training, lighting, and part complexity.
Below is how manual checks usually work in real plants.

Visual Checks and Basic Measurements
Most manual inspection mixes fast look-and-compare with simple measurement tools.
Workers might use:
- Calipers and gauges for diameter, thickness, or slot widths
- Magnifiers or microscopes for surface flaws
- Torque tools for fastener tightness
- Lighting and backlights to reveal dents, chips, or discoloration
In food and packaging, inspectors often look for dents, torn seals, missing labels, or uneven fill. In pharma, they may check pill color, shape, and surface texture before tablets move on. In electronics, they can spot obvious defects like cracked housings or burnt-looking components.
Many companies also use checklists to make decisions consistent. A checklist does two things: it reduces “what did you mean by that?” confusion, and it trains new inspectors faster.
For a deeper look at how manual visual inspection is treated in manufacturing, see The essentials of manual visual inspection in PCB manufacture.
Pros and cons of manual inspection
- Pros: Low setup cost, strong judgment for unusual defects, easy to apply in early production runs.
- Cons: Slower than automated systems, inconsistent results across people, and gaps for tiny or fast-moving defects.
Sampling Techniques to Check Without Slowing Production
Because 100% inspection can be expensive, many companies don’t check every single item. Instead, they use statistical sampling.
Common approaches include:
- Random sampling: pick items at random so every unit has a fair chance.
- Every-n sampling: inspect one item out of every set number.
- Risk-based sampling: increase sampling when a machine shows drift, or when a lot looks suspicious.
The key is deciding what level of defect risk you can tolerate. Many teams use AQL (Acceptable Quality Level) to set sampling plans. AQL helps them balance inspection costs with the risk of accepting a bad batch. If you want a practical explanation, use Understanding the AQL Standard in Product Inspections: A Practical Guide.
Manual checks still matter. However, sampling alone can’t catch every defect if the process shifts between checks. That’s why most firms treat manual inspection as one layer, not the only layer.
Automated Systems: Machines That Never Get Tired or Miss Details
Automation changes the game because it can inspect faster than people. It can also do it with consistent lighting and repeatable setup. Instead of “one inspector’s opinion,” you get the same measurement logic every time.
Automated defect detection usually uses:
- High-speed cameras (often with fixed optics)
- Lighting systems (to highlight surface differences)
- Sensors (to measure distance, thickness, color, or presence)
- Motion control (to keep parts aligned at inspection time)
You can think of these systems as eagle-eyed robots. They don’t get distracted. They just keep scanning.
In 2026, many plants are replacing parts of manual workflows with automated visual inspection, especially where defects are repeatable and the process runs at high speed. For a clear overview of automated visual inspection systems, see Automated Visual Inspection Systems Explained – Averroes AI.
Camera Vision and Sensor Magic
Most camera systems compare a part to a standard. That standard can be:
- a “golden” reference image,
- a CAD-based expectation,
- or a learned pattern for “normal” parts.
The system then looks for anomalies like:
- wrong color or sheen,
- missing components,
- dents and scratches,
- and misalignment.
Lighting matters a lot. If you shine light the wrong way, a scratch can hide in glare. That’s why automation setups often use controlled illumination, not factory “overhead lighting.”
Once the system sees a defect, it can take action right away. It can reject the part, alert the line, or pause for investigation. Even when it doesn’t fully stop the process, it still helps prevent defect buildup.
3D Scanners for Perfect Shape Matches
2D vision is great for surfaces. But many defects are about shape. That’s where 3D scanning comes in.
3D scanners can measure:
- warps and dents,
- surface height changes,
- and part curvature.
They often use laser or structured light methods. The output is a 3D point cloud that engineers can compare to a digital target. This approach helps when parts look “fine” from the side but fail on dimensional tolerances.
Automation doesn’t replace engineering judgment. However, it gives engineering a stronger baseline. The system turns visual differences into measured data.
Testing Products in Action: From Stress Checks to Smart Predictions
Not all defects are visible. Some failures only show up when the product works, heats up, loads up, or vibrates.
That’s why quality programs include testing at different stages. Early tests catch obvious issues. Later tests confirm performance under realistic use.
This layer is especially common in:
- automotive parts (durability and fit),
- electronics (function and reliability),
- and pharma (purity and batch consistency).

Functional and Durability Tests
Functional tests check whether a product does what it should. Examples include:
- power-on checks for electronics,
- pressure testing for valves,
- and leak tests for sealed systems.
Durability tests push stress into the item’s weak spots:
- drop tests for shock resistance,
- heat cycles for expansion and fatigue,
- vibration tests for loosening and cracking.
The goal is simple. If the design or materials are weak, testing finds it. Even when the defect doesn’t show up visually, the failure appears as abnormal behavior.
If you want a practical angle on stress testing and reliability, read The science behind stress testing for product reliability.
Real-Time Data to Prevent Problems
Testing doesn’t only happen at the end. Many companies also monitor production while it runs.
They collect signals like:
- motor load,
- temperature,
- torque history,
- vibration levels,
- and cycle time.
Then they watch for patterns. If a machine starts drifting, it might create defects later. By flagging issues early, teams prevent a bad batch from forming.
This is how quality moves from “inspection” to “control.” In other words, the process catches problems before products become scrap.
Also, real-time monitoring gives engineers more clues for root-cause work. When defects spike, teams can trace back to equipment conditions, material lots, or tool wear.
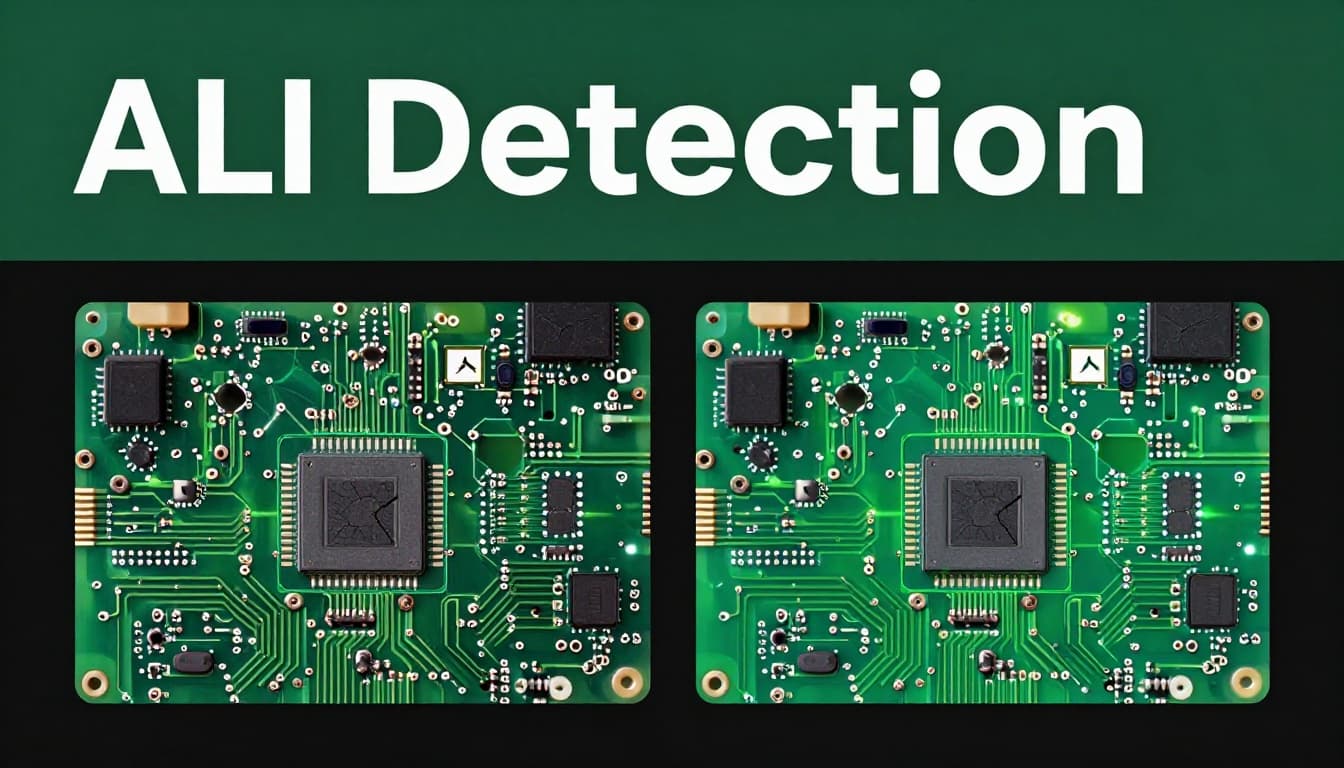
AI and Machine Learning: The Supercharged Brains Spotting Invisible Flaws
AI doesn’t just speed up checks. It often improves accuracy for defects that are hard to define.
Where humans might miss micro-cracks, AI can compare pixels with repeatable logic. Realtime reporting for 2026 quality efforts often cites 97% to 99% accuracy for visual defect detection, depending on setup and training data.
How AI Classification, Detection, and Segmentation Work
AI models usually do one (or more) of these tasks:
- Classification: “Is this part good or bad?”
- Object detection: “Where is the flaw?” (often with bounding boxes)
- Segmentation: “Which exact pixels are defective?” (maps the flaw area)
That third step matters. Segmentation helps teams measure defect size and location. It also improves reporting to upstream teams. Instead of “it looks wrong,” you get “this solder joint area fails at these dimensions.”
AI also improves over time. When teams collect new defect examples, they can retrain models to recognize new failure patterns. That’s useful when a process changes, like a new supplier batch or a tool refresh.
If you want a broader view of AI defect detection in manufacturing, see AI Defect Detection Systems: Benefits, Challenges and Scaling.
Success Stories from Auto, Electronics, and Beyond
AI shines in high-speed environments where small defects matter.
In automotive, it can spot:
- surface flaws on panels,
- weld issues in assemblies,
- and cracks on critical parts.
In electronics, it can detect:
- circuit board defects,
- missing components,
- and staining patterns that predict assembly failure.
In textiles and packaging, AI can catch:
- weave errors,
- inconsistent finishes,
- and crushed or deformed packaging.
A common benefit is fewer false rejects. Manual checks can produce many false alarms, especially under time pressure. AI, when tuned properly, reduces those “looks suspicious” mistakes and focuses effort where it counts.
More importantly, AI supports the shift to zero-defect targets. It helps factories keep defects from reaching the customer, then it feeds data back to improve the process.
Quality Standards and Metrics Keeping Everyone Accountable
Even the best inspection system fails if nobody tracks results. That’s why companies use standards and metrics to manage quality like any other operational goal.
They record:
- defect rates,
- defect types,
- where defects show up in the line,
- and what actions teams take next.
Then they connect it all to root-cause work and corrective actions.
Key Metrics Like DPPM and Defect Rates
One widely used number is DPPM (defects per million opportunities). In plain terms, DPPM estimates how many defects show up for each million chances an opportunity exists.
Companies often also track:
- PPM (defects per million units),
- first-pass yield (how many units pass without rework),
- scrap and rework hours,
- and escape rate (defects that pass inspection and show up later).
If you want a clear reference for what to measure, use Quality Metrics in Manufacturing: The Complete Guide for 2026.
2026 Trends Toward Smarter Zero-Defect Factories
In 2026, the push toward zero defects is less about slogans and more about systems.
Teams are doing three things more often:
- Connecting inspection results to machine data so problems are found earlier.
- Using AI insights to adjust process settings after defects appear.
- Sharing quality data across plants so lessons spread fast.
Many factories also focus on “stop and fix” logic (often called jidoka in quality circles). When defects are detected, the line slows long enough to identify what changed.
The biggest shift is that quality increasingly happens during production, not only after it.
Conclusion: Defects Don’t Have One Cause, So Checking Can’t Have One Method
When a product fails, it rarely comes from one step alone. That’s why companies check defects with a layered approach: manual inspections for obvious issues, automation for fast and consistent scanning, testing for hidden failures, and AI for subtle defects.
Then they measure everything with metrics like DPPM and defect rates. That data keeps improvement grounded. It also helps teams aim for zero defects in 2026, not as a wish, but as a trackable outcome.
If you manage quality, ask one question first: Where do defects escape your process today? Fix that gap, then expand the same logic across the line.