AI inspections can cut defects by 50% to 80%, with detection accuracy often hitting 97% to 99%. That’s a big deal when one bad part can mean scrap, rework, or even a customer return.
Inspections matter because they catch problems at the right moment. They protect product quality, improve safety, and keep you aligned with standards like ISO 9001. They also reduce waste, since fixing a defect early costs way less than sorting it out later.
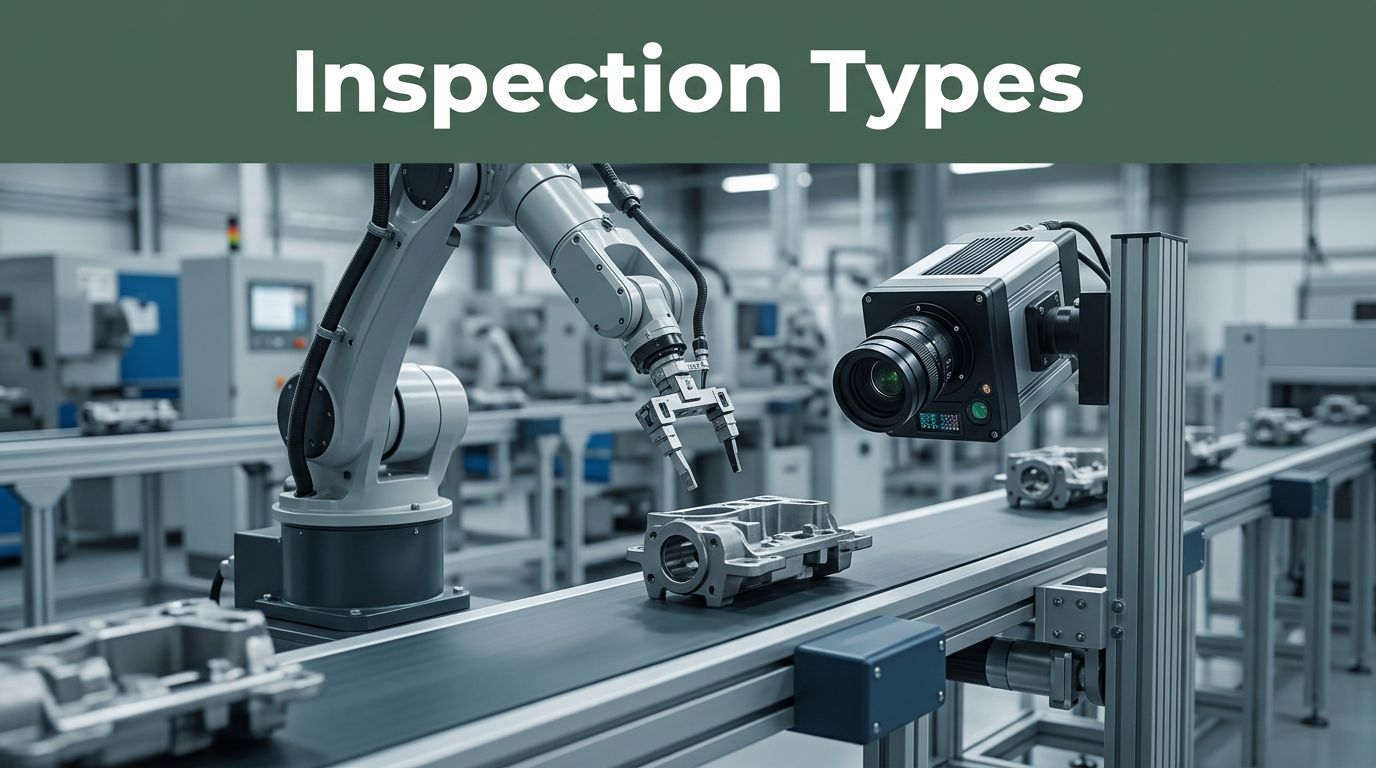
If you run a factory, you probably already know this. Still, it helps to map inspections to the exact stage of production, so your team checks the right things, with the right tools. Next, you’ll see the main inspection types: pre-production, in-process, first article, and final random, plus today’s inspection methods like visual, NDT, dimensional, and destructive testing.
The Four Core Types of Manufacturing Inspections Every Factory Uses
Think of manufacturing like building a car. You don’t wait until it’s on the road to check the engine mount bolts. You inspect materials first, you monitor as you build, you prove the setup early, and you verify before shipping.
Most plants run four core inspection types that cover the full timeline:
- Pre-production inspection (PPI): checks incoming materials before the line starts
- In-process inspection (DUPRO): catches defects while items are being made
- First article inspection (FAI): confirms the setup works on the first unit(s)
- Final random inspection (FRI): checks samples (and packaged batches) before shipment
If you want a simple reference for how these fit together, RSJ QA breaks down the same four inspection stages in plain terms in Understanding Different Types of Inspections in Manufacturing (PPI, DUPRO, FAI, FRI) on their site: Understanding Different Types of Inspections in Manufacturing.
Now let’s look at what each inspection type actually checks, and why factories rely on them.
Pre-Production Inspection: Checking Raw Materials Before the Line Starts
Pre-production inspection, often called incoming quality control, happens before you run the machine. The goal is simple: stop bad materials from entering the process.
In practice, PPI verifies that materials match the job specs. That can include:
- correct size and grade
- right color or finish
- damage checks like dents, rust, cracks, or chips
- document checks, such as lot numbers and material certificates
For example, if you make appliances, you might verify incoming steel sheets for rust, coating damage, and thickness before forming parts. One flawed batch can waste hours of machine time and labor.
Common PPI tools are straightforward. Teams often use visual inspection, calipers, micrometers, rulers, and sample counts from each supplier lot. Meanwhile, newer setups add AI image scanning for small surface flaws, especially on large shipments.
Here’s a practical tip: set PPI sampling frequency based on risk. Higher-risk materials, new suppliers, and tight tolerances should get more frequent checks.

In-Process Inspection: Spotting Problems While Production Runs
In-process inspection runs during production. It’s designed to catch defects early, before a whole run gets out of spec.
During DUPRO, teams check parts at intervals while the line is working. They look for:
- surface defects (scratches, dents, bad coating)
- dimensional drift (wrong size, misalignment, out-of-tolerance features)
- signs of machine issues (tool wear, pressure problems, temperature drift)
A practical example is electronics assembly. Workers might check screen alignment during build, because even small misplacement can ruin the final fit and function. They might also confirm key measurements with micrometers, go/no-go gauges, or laser scanners.
Today, more plants use AI camera systems for real-time alerts. In addition, some teams support inspectors with AR-style guidance (so the right check happens at the right station). Even when full automation isn’t possible, faster signals still help, because they cut down the time between a defect appearing and a correction happening.
The bottom line: in-process checks prevent “long-run losses.” You catch the issue while the line is still easy to fix.
First Article Inspection: Proving Your Setup Works on the First Try
First article inspection (FAI) targets a common factory headache: “The machine looked fine in setup, but the first real parts failed.”
FAI solves that by testing the first product(s) off the line. You confirm that tools, fixtures, process steps, and settings produce a part that meets the drawing.
Typical FAI checks include:
- full measurements on key features
- verification of critical dimensions and tolerances
- sometimes deeper checks, such as NDT for internal defects
FAI matters most for complex products or tight tolerances. If you run aircraft structures, medical device components, or precision electronics, FAI can prevent a mass batch failure. In other words, FAI is the “proof of setup” before you scale output.
Modern teams sometimes pair FAI with digital tools like digital twins or simulations, especially when setups are complex. Still, the core idea stays the same: confirm early, then run confidently.
Final Random Inspection: The Go/No-Go Check Before Shipping
Final random inspection (FRI) happens near the end of production, right before packaging and shipment. It’s the last quality gate for catching defects that slip through.
Most factories don’t inspect every item. Instead, they use random sampling. Often, sampling covers items that are about 80% complete or focuses on finished parts after final operations.
Final checks usually include:
- surface and appearance checks
- final fit and functional checks
- dimensional checks on selected features
- safety-related checks for items that must meet customer or regulatory requirements
For pass/fail rules, many companies align sampling decisions with AQL (Acceptable Quality Limit) concepts. That helps teams set clear acceptance criteria, instead of debating results case by case.
If you want a third-party explanation of how these inspection types relate in quality control, HQTS summarizes the idea of major inspection categories here: What Are the 4 Types of Quality Inspections in Quality Control? – HQTS.
Think of FRI like a final “seatbelt check.” The odds improve when you verify at the end, not just at the start.
Key Inspection Methods That Power Quality Checks in Factories
The four inspection types happen at different times. The inspection methods are the tools that make those checks real.
Here’s a quick way to compare common methods and what they’re best at.
| Inspection method | What it checks | Example use in manufacturing |
|---|---|---|
| Visual inspection | Surface flaws, finish, color, obvious defects | Paint defects, dents, cracks you can see |
| Non-destructive testing (NDT) | Internal issues without damaging the part | Weld cracks, hidden voids, material integrity |
| Dimensional measurement | Size, shape, tolerances, fit | Hole spacing on circuit boards, part fit checks |
| Destructive testing | Strength and failure behavior on samples | Tensile pulls, stress to failure on sample coupons |
You still choose methods based on risk. If a defect affects safety, function, or compliance, you pick methods that catch it.
Visual Inspection: Simple Eyes or Cameras Spot Surface Flaws
Visual inspection is the most common method because it’s fast and cheap. It includes trained human eyes, magnifiers, inspection lights, and camera systems.
Visual checks work best when the defect shows on the surface. For example, they help with:
- scratches, dents, and chips
- coating issues (orange peel, uneven finish)
- mislabeling or surface contamination (when that matters)
The catch is human limits. Fatigue and missed details can happen. That’s why many plants use high-resolution cameras and train people on defect patterns.
If you want a deeper look at how visual inspection is typically taught and applied, see this guide: Visual Inspection: An In-Depth Guide [New for 2026].
In practice, visual inspection often acts as a “first filter.” Then other methods handle what eyes can’t reliably catch.
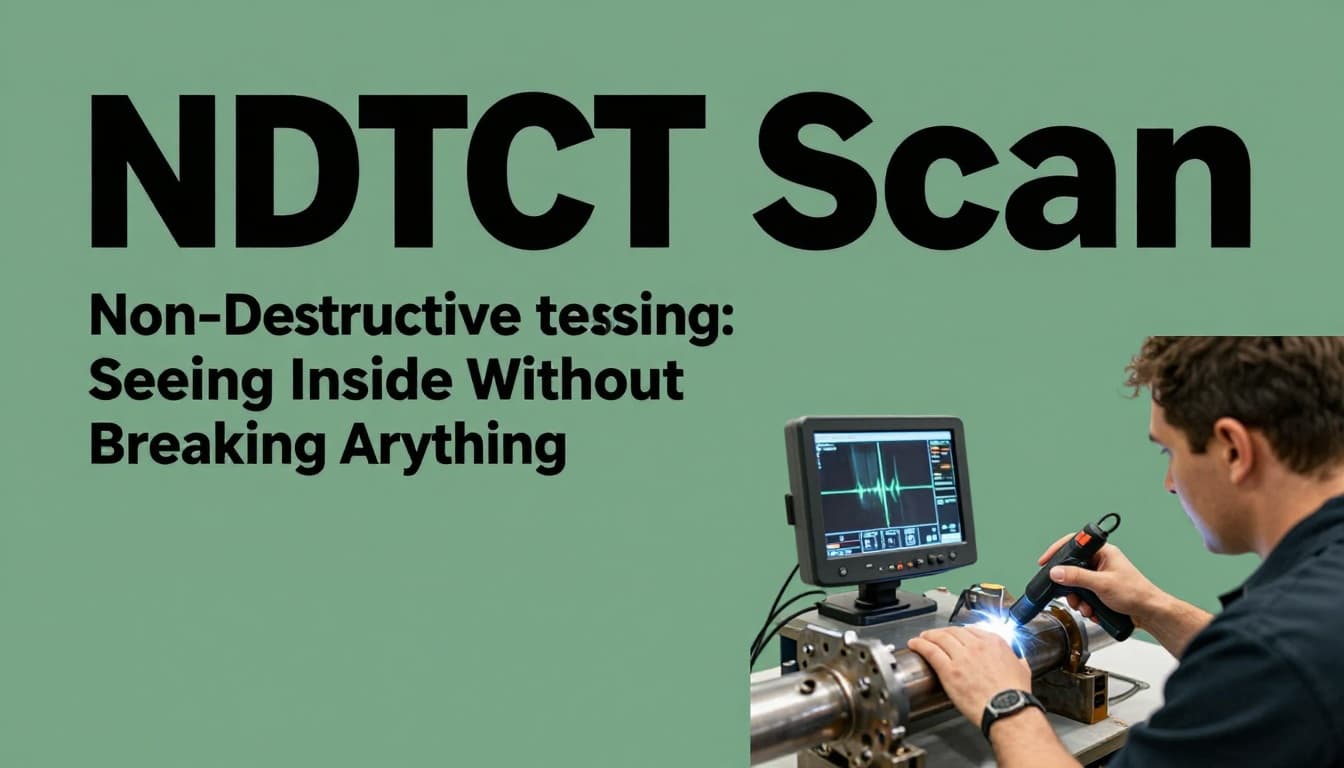
Non-Destructive Testing: Seeing Inside Without Breaking Anything
Non-destructive testing (NDT) finds problems you can’t see. It helps detect internal cracks, voids, inclusions, and other hidden defects while keeping parts intact.
Common NDT approaches include:
- ultrasound for internal flaws
- radiography (X-ray or similar) for internal structure checks
- thermography for heat-related or subsurface issues
- vibration analysis for certain assemblies
NDT is especially useful for welds, pressure parts, and safety-critical components. For example, pipeline welds might need NDT because internal cracks can lead to leaks.
If you want a practical overview of NDT versus destructive testing, check this resource: NDT: The Complete Guide to Non-Destructive Testing [Updated for 2026].
Dimensional Measurement: Getting Sizes and Shapes Spot-On
Dimensional measurement focuses on geometry. It checks whether the part fits the drawing and the next assembly step.
Factories use tools like:
- calipers and micrometers for direct measurements
- CMM machines for complex dimensions
- laser scanners for fast, contact-free checks
Dimensional measurement becomes a must-have when parts must mate correctly. A slightly off hole pattern can turn assembly into a rework nightmare. This is common in automotive components, engine parts, and electronics housings.
Automation is growing here, too. Laser scanning and automated gauging reduce measurement time and help reduce operator-to-operator variation.
In short, dimensional inspection makes sure your product doesn’t just “look right,” it fits right.
Destructive Testing: Breaking Samples to Test Real Strength
Destructive testing gets used sparingly. That’s because it damages or destroys samples. Still, it provides hard proof of strength and failure behavior.
Factories use destructive tests for:
- tensile and compression checks on sample material
- stress to failure tests
- crash tests (for certain product safety requirements)
Because destructive tests can’t be done on every produced unit, companies usually test representative samples. Then they use the results to set process limits and validate materials.
So while destructive testing is not a daily line check, it helps you build confidence in durability and safety.
How AI and Automation Are Making Manufacturing Inspections Smarter in 2026
In 2026, inspections are getting faster and more consistent. The main shift is AI computer vision plus more sensor data.
AI vision systems can scan parts in real time. They spot tiny flaws on things like circuit boards and metal surfaces. In many reports, detection accuracy can reach 97% to 99%, and defect escape rates drop sharply.
Alongside AI, factories use sensors and machine monitoring. For example, vibration, heat, and pressure sensors can flag equipment problems early. That matters because many defects trace back to process drift, not “bad luck.”
Some teams also use digital twins to simulate how parts should behave. Others add robots to inspect spots that are hard or unsafe for people.
If you want a practical look at how AI vision inspection is described and implemented, this overview is a good reference: AI Vision Inspection in Manufacturing: Real-Time Defect Detection & Quality Control.
One more reason this matters: less waste. When inspections reduce scrap and rework, you save material and energy. At the same time, you improve output quality without adding as much labor.

Conclusion
Your manufacturing inspection plan works best when it matches the stage of production. Start with pre-production checks, keep quality stable with in-process monitoring, prove the setup through first article inspection, and close with final random inspection.
Then choose methods that fit the risk. Visual checks handle surface issues fast. NDT finds hidden defects. Dimensional measurement confirms fit. Destructive tests validate strength on samples.
In 2026, AI and automation are pushing inspections toward faster, more accurate detection. That means fewer defects slip through, and fewer good materials get wasted.
If the goal is less rework and fewer customer surprises, start with a simple question: does your current inspection schedule match your biggest defect risks? With the right inspections, your factory runs like a well-oiled machine.